
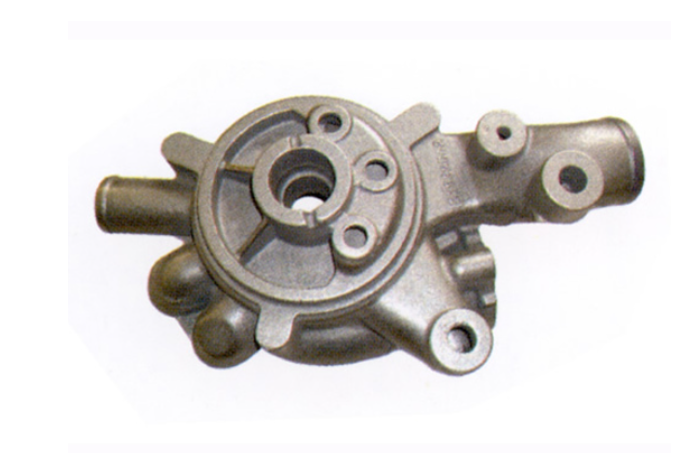
Основні технології процесу лиття сірого чавуну
У ливарній промисловості існує вислів про «три товари», що стосується хорошого розплавленого заліза, хорошого формувального піску та хорошої технології.
Технологія ливарного виробництва, разом із розплавленим чавуном і формувальним піском, є одним із трьох ключових елементів у виробництві виливків. У піщаних формах форму виготовляють за шаблоном, що дозволяє розплавленому залізу текти в порожнину форми для лиття.
Процесвідливки з сірого чавунупередбачає дослідження та визначення шляхів потоку та методів. Компоненти прес-форм длявідливки з сірого чавунувключають: Розливний затвор: це місце, де розплавлене залізо виливається з ковша у вхід форми.
Для рівномірного розливу і видалення включень в розплавлений чавун часто встановлюють шлаковий стакан. Нижче чаші для шлаку знаходиться розливний затвор. Бігун: Відноситься до горизонтальної ділянки, де розплавлене залізо тече з основного бігуна в порожнину форми. Внутрішній затвор: місце, де розплавлене залізо потрапляє в порожнину форми з бігуна. Як говориться в ливарній приказці, «слив» є важливою частиною процесу. Вентиляційні отвори: канали для випуску повітря з порожнини форми, коли вона заповнюється розплавленим залізом.
Вони, як правило, непотрібні, якщо формувальний пісок має відповідну проникність. Стояки: використовуються для видалення включень із розплавленого заліза та домішок із форми. Через усадку під час охолодження виливків із сірого чавуну стояки часто не мають достатнього об’єму. Коли вони діють як корми, вони називаються кормовими стояками, і вони досить товсті.
Процес длявідливки з сірого чавунузабезпечує плавний розлив і хорошу якість лиття. Час заливки має бути якомога коротшим, а в порожнині форми не повинно бути турбулентності. Ключові моменти такі: (1) Верх і низ прес-форми: розділова поверхня aсірий чавунмає бути якомога нижче в нижній частині форми, оскільки нижні частини мають менше усадочних порожнин і більш щільний матеріал. (2) Спосіб заливки: верхня заливка для верхньої частини, нижня заливка для середньої та нижньої частин. Форми для верхнього заливання, як правило, спричиняють дефекти піску, і використовуються рідше. (3) Розташування внутрішніх воріт: оскільки розплавлене залізо швидко твердне, потрапляючи в порожнину форми, розміщення внутрішніх воріт у товстостінних секціях може запобігти потраплянню заліза на тонкостінні частини. У великих виливках, якщо внутрішній затвор невеликий, розплавлений чавун тече швидко, потенційно викликаючи дефекти піску поблизу внутрішнього затвора. Кількість і форму внутрішніх воріт слід враховувати при визначенні їх положення. (4) Типи внутрішніх воріт: переважно трикутні та трапецієподібні внутрішні ворота. Трикутні внутрішні ворота легше виготовити, тоді як трапецієподібні внутрішні ворота можуть запобігти потраплянню шлаку в прес-форму. (5) Співвідношення поперечного перерізу прямих, горизонтальних і внутрішніх воріт: якщо прямий затвор є a, горизонтальний затвор є B, а внутрішній затвор є C, співвідношення становить a ∶ B ∶ C = 3,6 ∶ 4 ∶ 2,0. Хоча існують різні думки щодо цього співвідношення, міркування полягає в тому, що розплавлене залізо спочатку потрапляє у вхід розміром 3,6, протікає через великий бігунок розміром 4,0, а потім потрапляє у внутрішні ворота. Завдяки вузьким внутрішнім воротам розміром 2,0 швидкість потоку з часом сповільнюється, дозволяючи більш легким вкрапленням підніматися вгору і запобігаючи їх потраплянню в лиття через внутрішні ворота. Це ключовий момент співвідношення. Якщо пам'ятати цей принцип, точні деталі не критичні. Просто майте на увазі, що конструкція розливної системи для середніх, великих і малих виливків впливає на фізичні властивості та термін службивідливки з сірого чавуну.
Надіслати запит


X
Ми використовуємо файли cookie, щоб запропонувати вам кращий досвід перегляду, аналізувати трафік сайту та персоналізувати вміст. Використовуючи цей сайт, ви погоджуєтеся на використання файлів cookie.
Політика конфіденційності